


Pioneer Service produces turned metal components to meet a wide variety of surface finish requirements. Some finishes are available “off the machine” and others will require additional finishing processes. The part geometry and the chosen material will affect the surface finish that may be attained during machining on a CNC Swiss lathe or CNC Turning Center.
The requirements for surface finish on a machined component are usually determined by the component’s final product application. The most important determinants would be: harshness of environment, material of any mating components, the functional requirements, and the length of time the part will be in use. Additionally, if the part is visible once assembled (such as with a knob or end cap), surface finishes may be specified to increase the visual aesthetic of the component.
The measurement of surface finish takes into consideration 3 aspects that affect the “surface texture” on the component:
- Lay: the direction of the machine tool marks on the component
- Waviness: the amount of space between machine tool marks
- Roughness: the depth of the machine tool marks
Surface finish is often specified numerically (in micrometers or micro inches) as Ra (Roughness average), which is an average of multiple points of measurement on the surface of the part. Smaller specified numbers mean that the height variation is smaller, resulting in a finer surface finish. Larger specified numbers mean that the height variation is larger, resulting in a rougher surface finish.
- CNC Swiss Machines and CNC Turning Centers typically produce a 64-125Ra finish off the machine. However, there are times when a finer finish (to 32Ra) may be achieved depending on the part geometry and material.
- Requirements for smaller numbers will require an additional grinding operation.
The photo on the left shows a high-resolution image of the surface finish of CNC Swiss part, directly off the machine (approx. 50Ra). The image on the right is a high-resolution image of CNC Swiss part that has been ground after machining to achieve a surface finish of 15Ra.


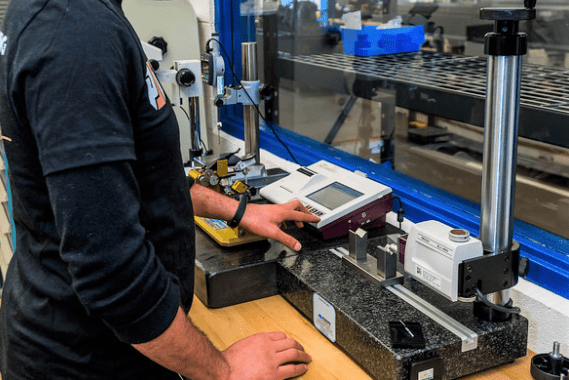
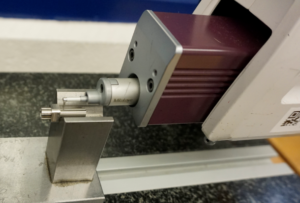
Pioneer Service typically measures surface finish of metal components using a Profilometer. This machine uses a diamond tip stylus that “drags” across a section of the surface to read the texture of the part’s surface and then provides a digital reading of the average of those measurements.
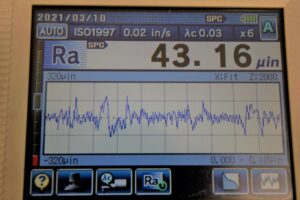
The image on the left shows a CNC Swiss precision machined part being measured on a profilometer. The image on the right shows the read from the profilometer: Surface finish of 43. The graph below shows the readings taken from the probe as it moves across the surface of the part.
Because Pioneer Service also has centerless grinding capabilities in-house, we can produce OD surface finishes to 6Ra with our in-feed and thru-feed equipment. We also offer additional types of grinding options through a network of outside partners.
However, different types of finishing requirements for a component will affect the surface finish. Generally, heat treatment, anodizing, passivation and black oxide will produce a rougher finish on the part after treatment. In some cases, a grinding process after those treatments can improve the surface finish. Treatments like electropolishing, bead blast, or plating can improve the surface of a machined component. You must consider the material, geometry of the part and finish requirement all together to determine the capabilities.
To learn more about Pioneer Service’s precision turning capabilities, our AS9100 or ISO9001:2015 quality QMS, or to discuss surface finish capabilities for your components, contact our engineering team today.