



We have run into this question with many of our clients. They say something to the extent of, “Help me understand what is turning and what is milling, because to me it is all machining.” CNC turning and milling are two types of precision machining, but exactly what is the difference when it comes to precision machining?
The short answer is that
- Turning rotates the workpiece against a cutting tool. It uses primarily round bar stock for machining components.
- Milling spins the cutting tool against a stationary workpiece. It uses primarily square or rectangular bar stock to produce components.
>>For any questions regarding our precision machining services, please contact us!
Turning and Milling Similarities
Both use a controlled processed to remove unwanted material from the stock material: subtractive manufacturing. Both processes produce chips of waste material as the tools machine out the required features. However, the stock material, machining methods and tools differ from each other.
Both use the latest in Computer Numerical Control (CNC) technology, in which engineers program the machines using Computer-Aided Design software (CAD). This requires less supervision during operation and minimizes human error, giving manufacturers a faster and more reliable way to deliver consistent quality.
Like many types of CNC machining, turning and milling are both appropriate for metals like aluminum, steel, brass, copper, and titanium as well as an array of thermoplastics. Unsuitable materials include rubber and silicone (too soft) and ceramic (too hard).
Like most subtractive manufacturing techniques, turning and milling generate heat and often employ cutting fluid to mitigate this issue.
CNC Turning Distinctions
With CNC turning machines (lathes), a chuck (griping mechanism) holds the round bar stock and a spindle spins the chuck (and bar stock) at a preset RPM as it moves through the machine. The speed of this movement will vary by machine, material being used and features of the component.
A stationary cutting tool is continuously applied to the surface of the rotating (turning) bar stock, shaving away unwanted material. Several cutting tools move in and around the bar stock to create the needed features on the component.

There are many kinds of CNC lathes with various types of tooling options, spindle options and outer diameter limitations. CNC lathes usually produce round shapes, though some hexagon shaped bar stock may also be turned.
Some CNC turning centers have one spindle, allowing work to be done all from one side, while other turning centers, have a main and sub-spindle. In this setup, a part can be partially machined on the main spindle, moved to the sub-spindle and have additional features added to the other end of the component. This allows for dropping a part “complete” off the machine, with no additional equipment needed to machine all the features.
Some CNC Swiss turning machines utilize “live” tooling, which can stop the rotation to add additional features like drilled holes, slots and small milled features. This technique allows for a wider range of shapes, sizes and material types.
Turned parts are usually quicker and more efficient to produce than milled parts. They are also often smaller than milled parts.
CNC Milling Distinctions
CNC milling equipment rapidly rotates a cutting tool against the surface of a stationary workpiece. The spindle holds the cutting tool (milling cutter), which spins at high RPMs and removes material. A milling cutter can have 2–150 cutting surfaces, and some have even more.
Milling operations are usually reserved for flat or sculptured surfaces on square or rectangular blocks.

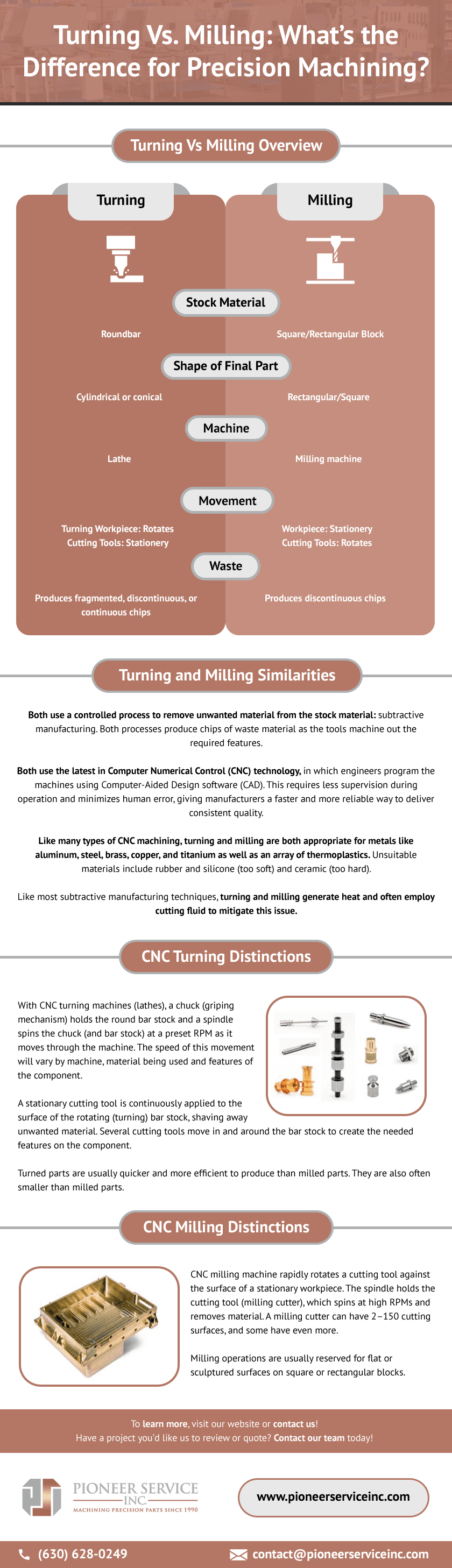
Turning Vs Milling Overview
| Turning | Milling | |
| Method | Rotates workpiece at pre-set RPM | Rotates cutting tool at pre-set RPM |
| Result | Cylindrical or conical | Flat or sculptured |
| Machine | Lathe | Milling machine |
| Tool | Single point turning tool (SPTT) | Multi-point cutting tool (milling cutter) |
| Contact | Cutting tool remains in continuous contact with workpiece during operation | Cutting tool cuts intermittently during operation |
| Movement (feed motion) | Cutting tool moves | Workpiece moves |
| Waste | Produces fragmented, discontinuous, or continuous chips | Produces discontinuous chips |
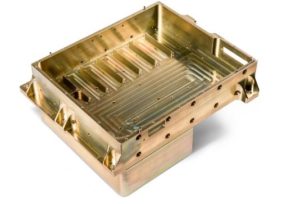
A Side Note About Milled Features on a Turned Part:
Small milled features (like flats and slots) can often be machined on a part produced on turning equipment. This is dependent on the part’s size, overall complexity and material type. An example of milled features on a turned part would be the component pictured here. The part is produced in a CNC Turning Center using round bar stock. Most of the features are turned, while the flat cutaway section is milled.

Putting It All Together
Ultimately, the decision to use milling or turning depends on the part design and features. Most large, square or flat parts with features will be milled. Most cylindrical parts with features will be turned.
Pioneer Services offer CNC Swiss and CNC turning center contract precision machining services. Parts range from 0.145” (5 mm) to 3.25” (82.55 mm) in diameter. Our CNC Swiss machines can run parts up to 1.5” (38mm) and our CNC turning centers can handle parts to the full 3.25” (82.55mm).
To see a wide variety of the components that we Pioneer Service has produced on our CNC Swiss and CNC Turning equipment, please view our Product Gallery.
We can mill features onto a turned part for both our CNC swiss and CNC turning centers. However, we do not have in-house capabilities to produce components that are entirely milled.
Have a project you’d like us to review or quote? Contact our team today!